Le tecniche di packaging dei dispositivi microelettronici includono sia giunti di saldatura che connettono il package al circuito stampato, sia microgiunti che collegano il chip al package.
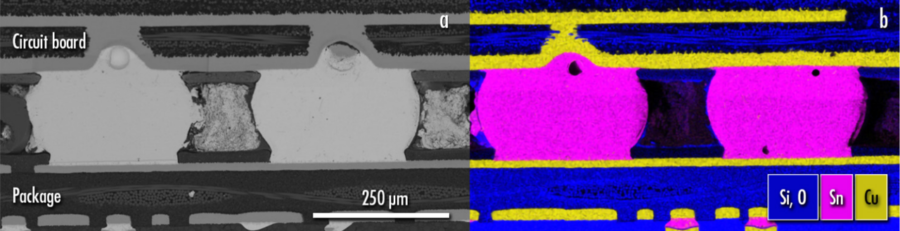
L’affidabilità di questi giunti è critica per il corretto funzionamento e la stabilità dell’intero dispositivo microelettronico. Pertanto, la capacità di eseguire failure analysis su questi giunti è di fondamentale importanza. Uno dei guasti più comuni è la perdita di continuità tra le piazzole in rame e le protuberanze della saldatura (“bumps”), che si manifesta sotto forma di cricche (crepe) o delaminazioni. Questi difetti derivano dall’evoluzione microstrutturale a cui i giunti di saldatura sono sottoposti quando il dispositivo è in esercizio (ad es. condizioni di carico costanti o cicliche).
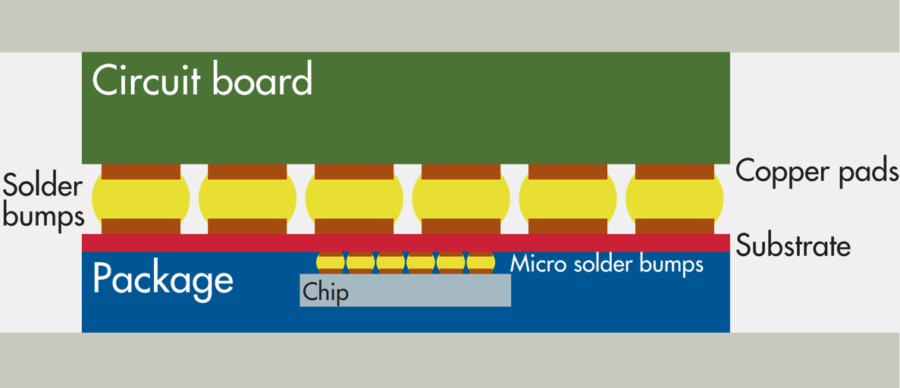
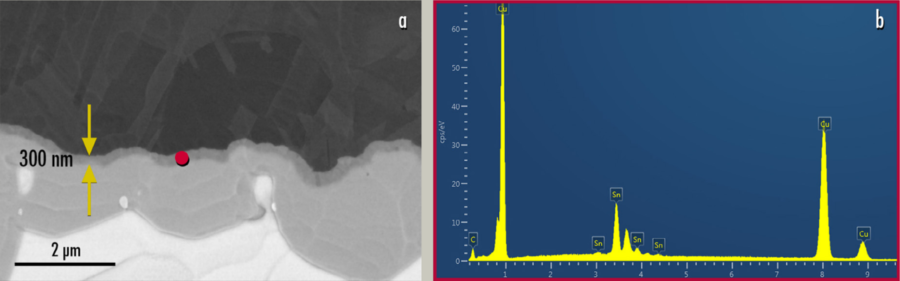
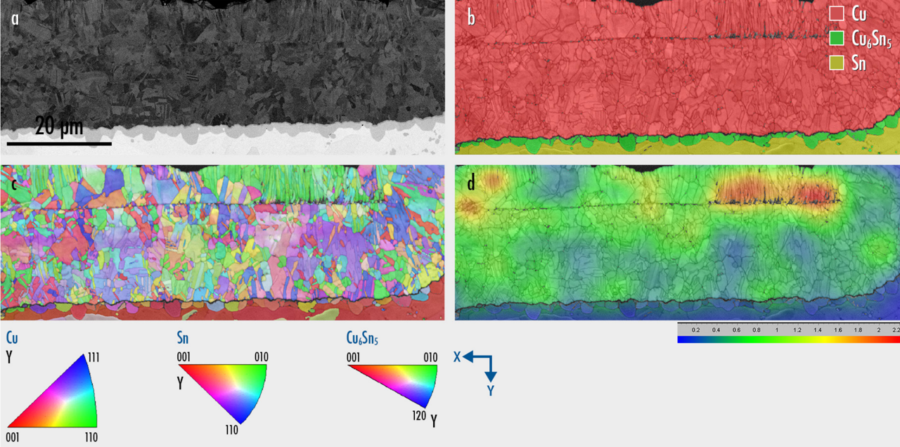
Un giunto di saldatura è tipicamente costituito da una lega su base stagno (materiale di saldatura), un composto intermetallico all’interfaccia del giunto e una piazzola di rame. La conoscenza della natura delle fasi intermetalliche che si formano durante il processo di saldatura e la distribuzione delle stesse fasi intermetalliche nel giunto sono molto importanti per comprendere le proprietà meccaniche e il comportamento del giunto sia durante il processo di saldatura che durante il funzionamento del dispositivo.
Lo stagno è un materiale molto morbido e duttile che si deforma facilmente; qualsiasi interferenza esterna con il giunto di saldatura può portare a cambiamenti strutturali. Per questo motivo, la preparazione dei campioni per l’osservazione al SEM è in genere un processo delicato e potenzialmente complesso. Qualsiasi azione meccanica, come il taglio, la lappatura e la lucidatura, può provocare cambiamenti strutturali e introdurre sollecitazioni all’interfaccia del giunto che possono portare a crepe e delaminazione.
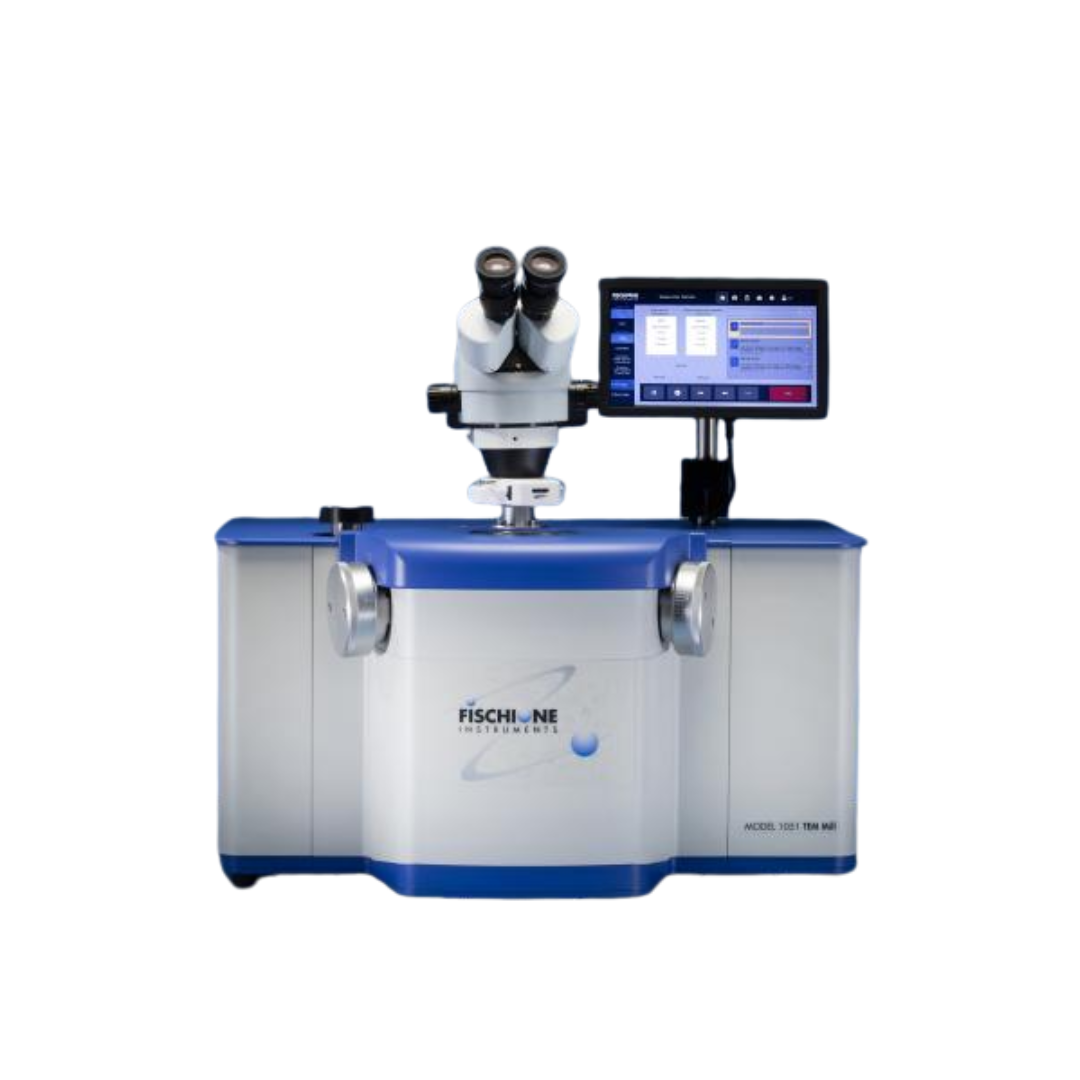
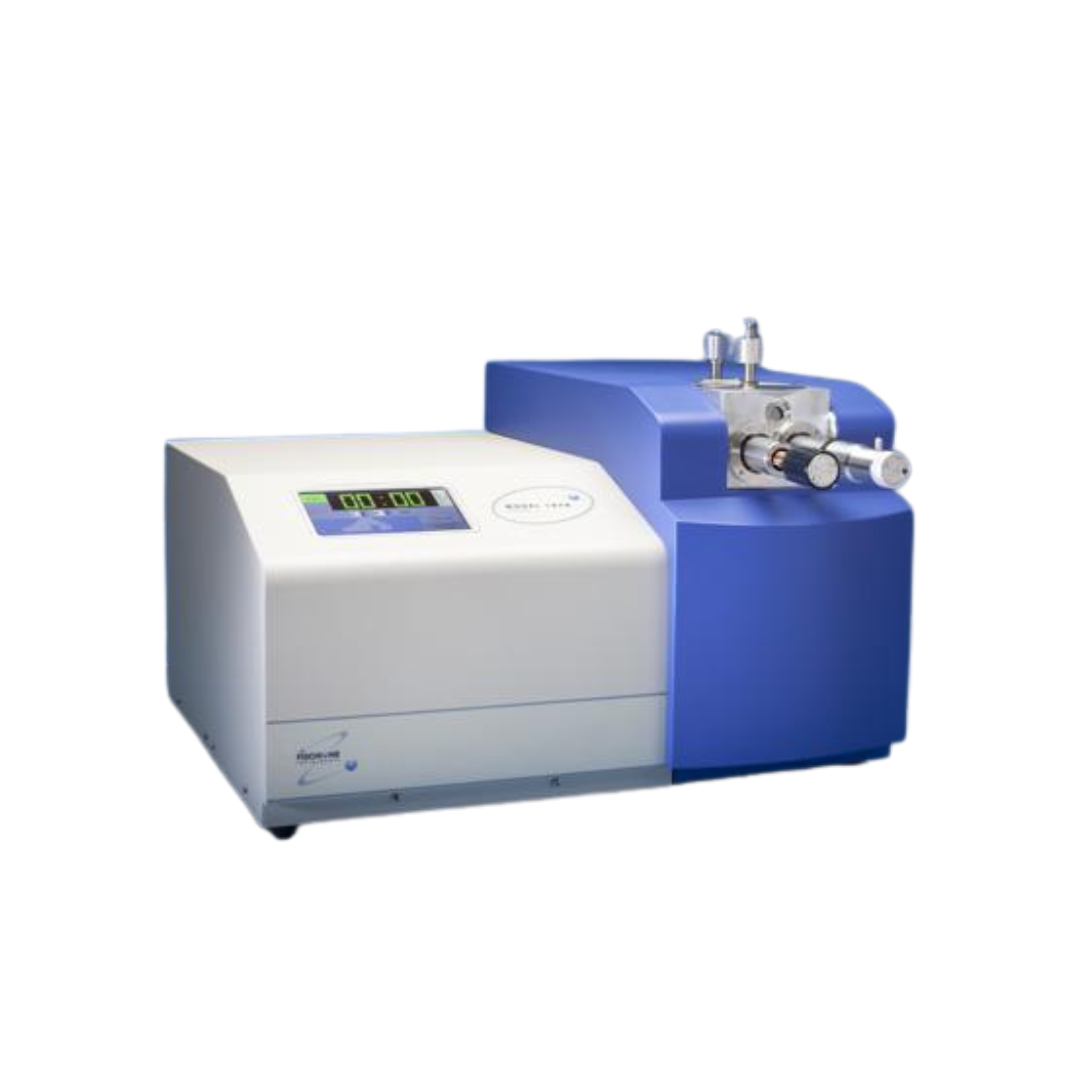
Per valutare correttamente l’eventuale difetto nel giunto di saldatura è fondamentale una tecnica di preparazione del campione che preservi lo stato originale della struttura del giunto senza introdurre artefatti. La lucidatura meccanica con materiale abrasivo a granulometria via via più fine può essere utilizzata come primo step per l’ottenimento di una superficie piatta, ma poi è necessario passare ad una tecnica molto più precisa. In particolare, la tecnica di lucidatura Broad Ion Beam Milling (BIB) si basa sulla rimozione del materiale (polishing) mediante ioni di argon accelerati. Poiché i bumps di stagno sono sensibili al calore, durante la lucidatura è possibile utilizzare azoto liquido per raffreddare la superficie del campione a -150°C, oltre che impostare diversi step consecutivi con diversi parametri operativi, ad esempio eseguendo un primo step a 6 keV, per poi passare a 4 keV, mantenendo sempre il campione in costante rotazione con un angolo di incidenza del fascio ionico di 3°.
Questa tecnica porta diversi vantaggi rispetto alla lucidatura meccanica: le immagini che si possono ottenere in BSE appaiono molto più nitide e contrastate; la superficie non resta contaminata da particelle di silice colloidale (materiale abrasivo); si evitano infine graffi e altri difetti indotti.
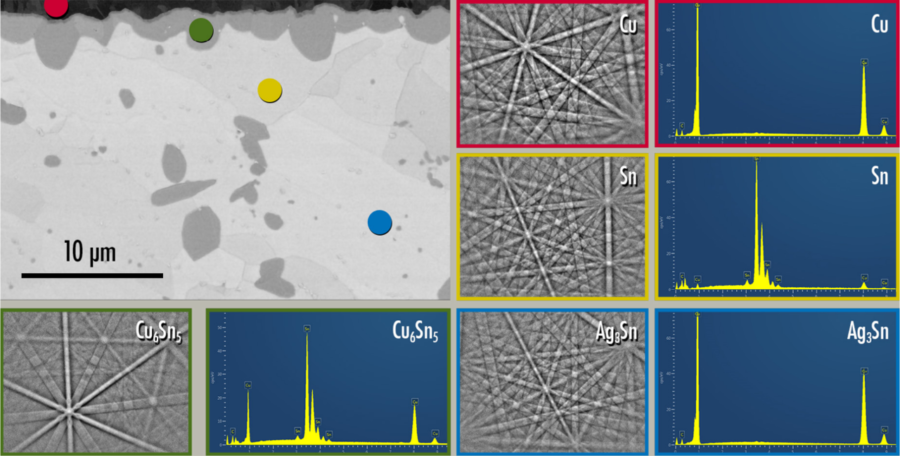
Campioni preparati con questa tecnica permettono inoltre di ottenere eccellenti pattern cristallografici in EBSD, che incrociati con i dati ottenuti in EDS, consentono di identificare inequivocabilmente le diverse fasi intermetalliche.
#semiconduttori #semiconductors #microelettronica #electronicdevice #failureanalysis #solderbump #solderjoint #ionmill #SEMmill #ionpolishing